
-> Hier kostenlos registrieren
Hallo zusammen.
Ich baue schon länger an einer Fräsmaschine für mich.
Nachdem nun endlich die Motore für die X und Y Achse angeschlossen sind, bin ich nun bei der Einstellung der Regelparameter angekommen.
Kurz vorab zum allgemein Aufbau:
Ich habe eine Takt-Richtungssteuerung (LinuxCNC), welche die Position an die S300 Servoverstärker vorgibt. Es erfolgt keine Regelung über die Steuerung (LinuxCNC). Die gesamte Regelung ist im S300 Servo-Treiber. Grundsätzlich geht alles und ich kann die Achsen Steuern. Die Regelung ist noch Suboptimal und ich weiß nicht recht, wie ich hier vorgehen soll.
Zum "Problem":
Starten wir mit der Y-Achse.
- Masse ca. 350 Kg
- Kugelgewindetrieb: 32x5mm (Steigung ist 5mm), Vorgespannt (spielfrei).
- Angetrieben über einen HTD Riemen mit 1:2 Untersetzung.
- Die Führungen sind 45er Rollenführungen, ebenfalls vorgespannt
- Motor ist DBL3N00300 (3000 U/min, 3,0 Nm Haltemoment, 2,5 Nm Nenndrehmoment, Feedback ist SinCos Encoder Multiturn, https://www.kollmorgen.com/sites/de...K Synchron-Servomotoren Betriebsanleitung.pdf)
-
Die Stromregler-Werte habe ich auf default (aus der Kollmorgen Motordatenbank ausgewählt) belassen:
Kp_i: 75
Tn_i: 0,725 ms
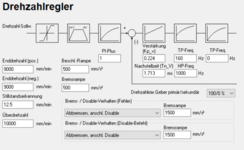
Drehzahlregler habe ich mit dem Autotuner einstellen lassen auf:
Kp_v: 0,224
Tn_v 1,713ms
Mit den Beschl. Rampen bin ich von anfangs 1500 mm/s² auf 500 mm/s² runter, da man ich das bei der bewegten Masse schon gut gemerkt habe auf meinem Estrich, wo die Maschine steht. Enddrehzahl ist bei 9000 mm/min.
Im Drehzahlmodus verfährt die Achse an sich einwandfrei und ohne Ruckeln / Geräusche mit diesen Parametern bei Geschwindigkeiten bis 9000 mm / min (was für mich völlig ausreichend ist).
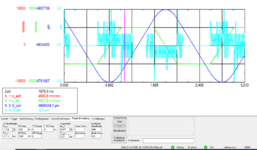
Lass ich die Maschine über den Takt-Richtungseingang steuern habe ich Probleme, dass es schwingt.
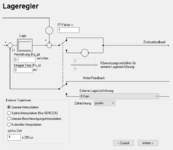
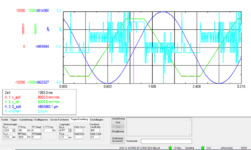
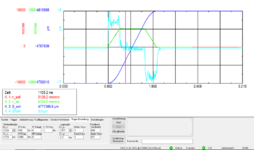
Ich fahre z.B. mit 2500 mm/min die Achse über den Lageregler. Dann schwingt z.B. die Positionierung über und / oder der Motor schwingt gar hin und her während einer Bewegung. Im Drehzahlmodus mit 2500 mm/min läuft es einwandfrei. Somit liegt meine Tendenz bei der Fehlersuche im Lageregler, den ich bislang noch nicht weiter betrachtet hatte.
Ich bekomme hier keine vernünftigte Einstellung hin, dass die Achse nicht so weit überschwingt und Stabil ist. Stabil bekomme ich sie, wenn KP zwischen 0,1 bis maximal 0,15 ist. Aber sie schwingt immer etwa bis zu 150 µm über bei Geschwindigkeiten um 2500 mm/min. Das finde ich sehr viel und möchte ich unbedingt unterbinden. Das System soll auf keinen Fall überschwingen bei der Positionierung.
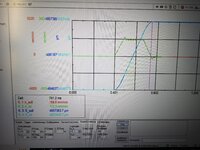
Kann mir jemand helfen, wie man an die Sache geht? Zur Analyse habe ich eine Oszilloskopfunktion für Strom, Drehzahl, Lage Soll- und Istwert.
Ggf. braucht man hier "Spezielle" Vorsteuerungen, was ich nicht verstehe?! Bislang war ich nur mit P und I im Drehzahl- und Lageregler unterwegs.
Muss ich nochmal zurück zum Drehzahlregler (wäre auch eine Überlegung)? Der Stromregler ist auf jeden Fall noch nicht voll ausgesteuert und hat noch Reserve.
Anbei ein paar Bilder.
Ich danke euch vielmals für jeglichen Input.
Jannik
Ich baue schon länger an einer Fräsmaschine für mich.
Nachdem nun endlich die Motore für die X und Y Achse angeschlossen sind, bin ich nun bei der Einstellung der Regelparameter angekommen.
Kurz vorab zum allgemein Aufbau:
Ich habe eine Takt-Richtungssteuerung (LinuxCNC), welche die Position an die S300 Servoverstärker vorgibt. Es erfolgt keine Regelung über die Steuerung (LinuxCNC). Die gesamte Regelung ist im S300 Servo-Treiber. Grundsätzlich geht alles und ich kann die Achsen Steuern. Die Regelung ist noch Suboptimal und ich weiß nicht recht, wie ich hier vorgehen soll.
Zum "Problem":
Starten wir mit der Y-Achse.
- Masse ca. 350 Kg
- Kugelgewindetrieb: 32x5mm (Steigung ist 5mm), Vorgespannt (spielfrei).
- Angetrieben über einen HTD Riemen mit 1:2 Untersetzung.
- Die Führungen sind 45er Rollenführungen, ebenfalls vorgespannt
- Motor ist DBL3N00300 (3000 U/min, 3,0 Nm Haltemoment, 2,5 Nm Nenndrehmoment, Feedback ist SinCos Encoder Multiturn, https://www.kollmorgen.com/sites/de...K Synchron-Servomotoren Betriebsanleitung.pdf)
-
Die Stromregler-Werte habe ich auf default (aus der Kollmorgen Motordatenbank ausgewählt) belassen:
Kp_i: 75
Tn_i: 0,725 ms
Drehzahlregler habe ich mit dem Autotuner einstellen lassen auf:
Kp_v: 0,224
Tn_v 1,713ms
Mit den Beschl. Rampen bin ich von anfangs 1500 mm/s² auf 500 mm/s² runter, da man ich das bei der bewegten Masse schon gut gemerkt habe auf meinem Estrich, wo die Maschine steht. Enddrehzahl ist bei 9000 mm/min.
Im Drehzahlmodus verfährt die Achse an sich einwandfrei und ohne Ruckeln / Geräusche mit diesen Parametern bei Geschwindigkeiten bis 9000 mm / min (was für mich völlig ausreichend ist).
Lass ich die Maschine über den Takt-Richtungseingang steuern habe ich Probleme, dass es schwingt.
Ich fahre z.B. mit 2500 mm/min die Achse über den Lageregler. Dann schwingt z.B. die Positionierung über und / oder der Motor schwingt gar hin und her während einer Bewegung. Im Drehzahlmodus mit 2500 mm/min läuft es einwandfrei. Somit liegt meine Tendenz bei der Fehlersuche im Lageregler, den ich bislang noch nicht weiter betrachtet hatte.
Ich bekomme hier keine vernünftigte Einstellung hin, dass die Achse nicht so weit überschwingt und Stabil ist. Stabil bekomme ich sie, wenn KP zwischen 0,1 bis maximal 0,15 ist. Aber sie schwingt immer etwa bis zu 150 µm über bei Geschwindigkeiten um 2500 mm/min. Das finde ich sehr viel und möchte ich unbedingt unterbinden. Das System soll auf keinen Fall überschwingen bei der Positionierung.
Kann mir jemand helfen, wie man an die Sache geht? Zur Analyse habe ich eine Oszilloskopfunktion für Strom, Drehzahl, Lage Soll- und Istwert.
Ggf. braucht man hier "Spezielle" Vorsteuerungen, was ich nicht verstehe?! Bislang war ich nur mit P und I im Drehzahl- und Lageregler unterwegs.
Muss ich nochmal zurück zum Drehzahlregler (wäre auch eine Überlegung)? Der Stromregler ist auf jeden Fall noch nicht voll ausgesteuert und hat noch Reserve.
Anbei ein paar Bilder.
Ich danke euch vielmals für jeglichen Input.
Jannik





 .
.
 .
.